Jim Hiltz, J MacLean, Brian, Miles, Chris, Rick, Paul
The lads brought in the vase glue-ups and problems were immediatley noticeable!
Paul had failed to have the center block wide enough.
Rick's was equally shameful.
Jim Hiltz's was barely presentable.
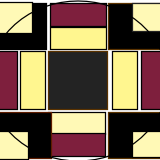
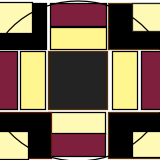
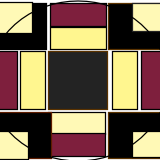
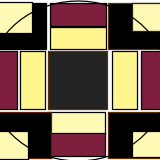
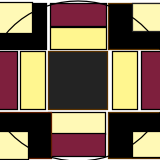
Leo went through the process of designing the colors and patterns again and this time stressed that one has to make a pattern that will suit the available stock.
Eg.: dont have a square piiece that is to be 2 /18 because it is hard to get stock to make this. One would have to use 3 inch stock and waste a lot.
Leo calculated the sizes of the pieces that would best suit the small vase and still be suitable to enlarge to the big vase dimensions
The photos show this.
We discussed making a planing board to do thin strips.
This is a very valuable Jig.
See photo.
Use a one inch slab or use 3/4 ply and glue strips under it to get to a one inch slab.
Glue sand paper and a stop on one end .
This will avoid getting snipe on the ends of the planed strips.
When planing the strips on edge, assemble them together and dab glue on the ends.
Once all planed to proper thickness, cut off the glue ends.
We agreed that Leo would make up the dimensions needed to start a new vase, email it out to us, and we would get the stock and bring it to the next meeting and plane it up at Leo's.
This was a very valuable session as far as learning is concerned.
Leo continues to impress members with his vast knowledge base.
STOCK LIST FOR VASE 3 5/8 X13
FINISHED SIZES
WALNUT 1PC. 1 3/8 X 1 3/8 ------- 13”
ASH 4PC 1 3/8 X 3/8 ---------13”
CHERRY 4PC. 1 3/8 X 3/8 ---------13”
WALNUT 4PC. 1 3/8 X 3/8 ---------13”
OAK 4PC. 1 3/8 X 3/8 ---------13”
MAHOGANY 4PC. ¾ X ¾ --------------13”
21PCS.
SUBSTITUTE ANY WOOD SPECIES YOU LIKE AS LONG AS MEASUREMENTS STAY THE SAME
IF YOU DON’T HAVE THE RIGHT STOCK OR SPECIES I THINK I CAN FIND ENOUGH HERE
FROM THE STOCK LIST OF THE SMALL ONE YOU SHOULD BE ABLE TO FIGURE OUT WHAT YOU NEED FOR THE LARGER ONES
IF YOU INTEND TO MAKE ONLY ONE VASE NEARLY ANY ARRANGEMENT OF WOODS WILL DO
IF YOU WISH TO MAKE ONE FULL SIZE 0R AS PAUL SUGGESTED A THREE QUARTER SIZE YOU MAY HAVE TO
CONSIDER THE COLOUR ARRANGEMENT FOR THE MATERIAL IF YOU WANT THEM TO BE THE SAME PATTERN. .
A SET OF THREE PIERCES WELL DONE WOULD REALLY BE SOMETHING
MEASURMENTS ARE FINISHED SIZES ,ALLOW AT LEAST I/8 “ FOR DRESSING AND 1 ½ FOR LENGTH
DRAWINGS ARE ROUGH AND INTENDED ONLY FOR STOCK SELECTION AND THE SIZES NEEDED.
FOR THE FIRST GLUE UP IT WOULD BE ADVISABLE TO MAKE IT AFULL SIZE SQUARE 3 5/8 X3 5/8 X15
BRING STOCK DRESSED STRAIGHT AND FLAT ON ONE SIDE ONLY AND ENOUGH MATERIAL TO FINISH IT UP TO
THE GIVEN SIZES